

| Material de trabajo compatible | | Acero | Acero inoxidable | Hierro fundido | | Profundidad mínima de corte | 1 milímetro |
| solicitud | | insertar | | Profundidad máxima de corte (APMX) | 5 milímetros |
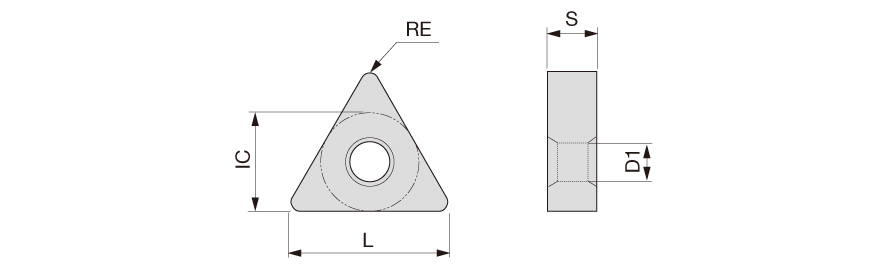
| Esquina derecha (RE) | 0,4 mm | Avance mínimo (pies (min)) | 0,2 mm/revolución |
| Longitud del filo (L) | 16,5 mm | Avance de giro máx. (pies (máx.)) | 0,5 mm/revolución |
| Espesor de viruta (S) | 4,76 mm | Dirección de corte (MANO) | Neutral |
| Diámetro del círculo inscrito (IC) | 9,525 milímetros | tipo de interruptor | Nega-TM |
| Material | T9225 | metros/pulgada | Métrico |
| Diámetro del orificio de fijación (D1) | 3,81 mm | material del cuerpo | Carburo |
| tipo de herramienta | Girar inserciones negativas | Longitud efectiva del filo (LE) | 15,11mm |
Características del producto
Número de modelo de clasificación
Plaquita triangular equilátera, negativa, grado M, para corte medio
| ISO | Material | Material Code | Material Conditions | Recommended Cutting Speed (Vc) |
|---|---|---|---|---|
| P | 1 | Carbon steel, cast steel, free-cutting steel <0.25%C | Annealing: 125 | 100-300 m/min |
| P | 2 | Carbon steel, cast steel, free-cutting steel >=0.25%C | Annealing: 190 | 100-300 m/min |
| P | 3 | Carbon steel, cast steel, free-cutting steel <0.55%C | Hardening and tempering: 250 | 80-300 m/min |
| P | 4 | Carbon steel, cast steel, free-cutting steel >=0.55%C | Annealing: 220 | 80-250 m/min |
| P | 5 | Carbon steel, cast steel, free-cutting steel >=0.55%C | Hardening and tempering: 300 | 80-250 m/min |
| P | 6 | Low alloy steel, cast steel (alloy content 5% or less) | Annealing: 200 | 100-300 m/min |
| P | 7 | Low alloy steel, cast steel (alloy content 5% or less) | Hardening and tempering: 275 | 100-300 m/min |
| P | 8 | Low alloy steel, cast steel (alloy content 5% or less) | Hardening and tempering: 300 | 80-300 m/min |
| P | 9 | Low alloy steel, cast steel (alloy content 5% or less) | Hardening and tempering: 350 | 80-300 m/min |
| P | 10 | High alloy steel, cast steel, tool steel | Annealing: 200 | 80-250 m/min |
| P | 11 | High alloy steel, cast steel, tool steel | Hardening and tempering: 325 | 80-250 m/min |
| P | 12 | Stainless steel, cast steel | Ferrite/martensite: 200 | 50-250 m/min |
| P | 13 | Stainless steel, cast steel | Martensite: 240 | 50-250 m/min |
| M | 14 | Stainless steel, cast steel | Austenite: 180 | 50-250 m/min |
| K | 15 | Gray cast iron (GG/FC) | Pearlite/Ferrite: 180 | 100-500 m/min |
| K | 16 | Gray cast iron (GG/FC) | Pearlite/martensite: 260 | 100-500 m/min |
| K | 17 | Nodular cast iron (GGG/FCD) | Ferrite: 160 | 100-500 m/min |
| K | 18 | Nodular cast iron (GGG/FCD) | Perlite: 250 | 100-500 m/min |
| K | 19 | Malleable cast iron | Ferrite: 130 | 100-500 m/min |
| K | 20 | Malleable cast iron | Perlite: 230 | 100-500 m/min |

